新闻动态
新闻资讯
联系我们
联系人: 范经理
手机: 18961839299
电话: 0510-88229299
邮箱: 18961839299@189.com
地址: 无锡市锡山区春晖中路66号
新闻动态
高铬合金耐磨钢板焊接时不宜有哪些动作
作者: 发布时间:2022-05-19 10:39:13点击:3034
2022-05-19
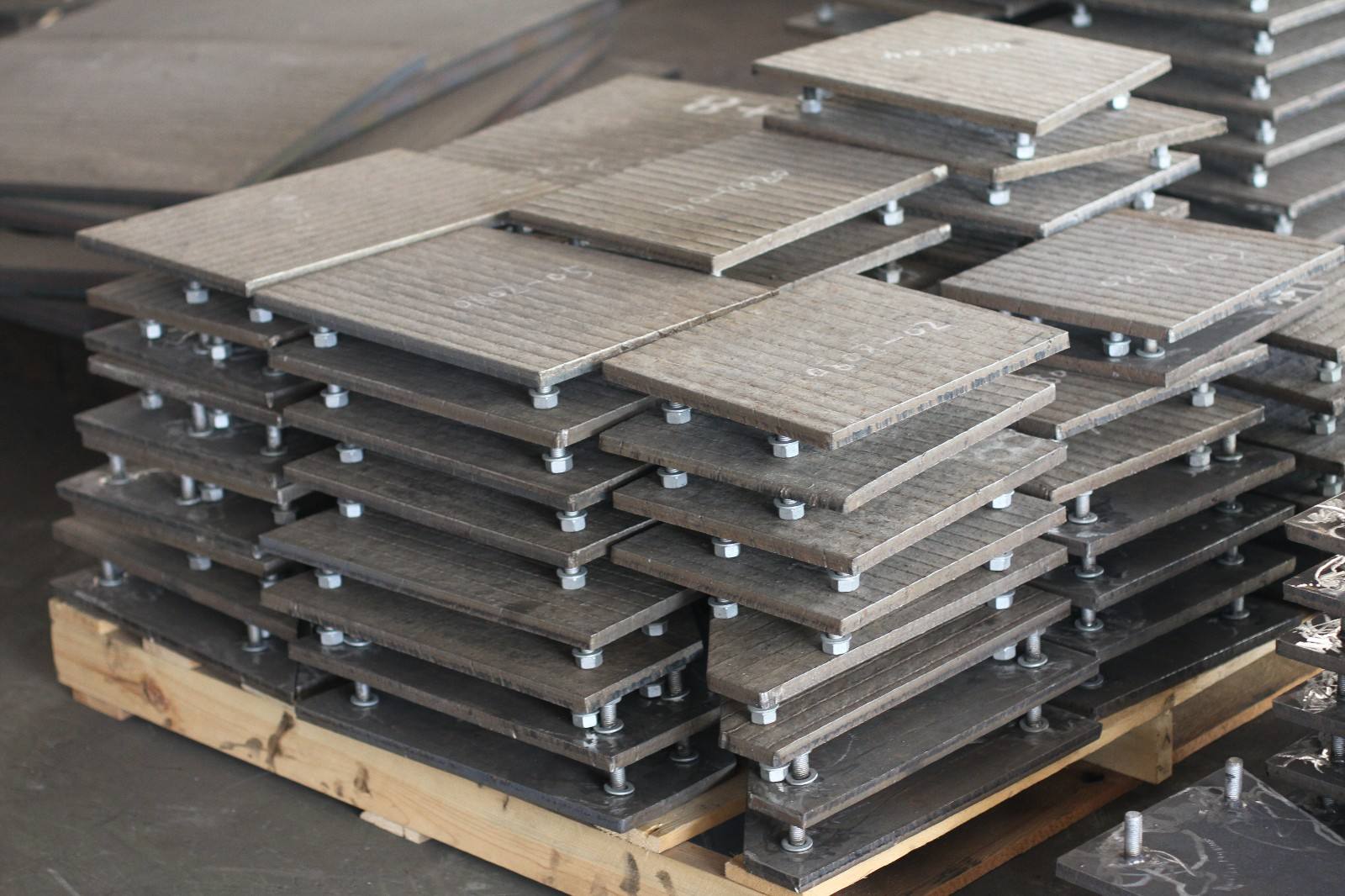
薄的高铬合金耐磨钢板焊接常采用对接接头,为了保证良好的焊缝成形,对接间隙不宜过大,否则,会使焊件烧穿及铁液流淌。一般情况下也可采用卷边接头一次焊透。若对接头质量 要求较高时,应使用垫板,但垫板不宜与接头间隙处贴得太紧,以免未焊透及CDP4601背面成形差等缺陷产生。
采用右向焊法时,焊炬火焰直接指向焊缝,焊接过程是由左向右移动焊炬,并且焊炬是在焊丝前面移动的。由于焊炬火焰直接指向焊缝,火焰遮盖整个熔池,促使火焰能率的利用提高,使焊缝熔深增大,这对于焊接较厚的焊件是有利的。而需要热量低、冷却速度快、溶深浅的薄高铬合金耐磨钢板焊接则不宜采用右向焊法,应采用左向焊法。
左向焊法时火焰指向焊件未焊部分,对金属有着预热作用。并且焊缝冷却速度快,热量利用低,焊接薄耐磨钢板生产率很高同时操作简便,高铬合金钢板容易掌握,是普遍应用的方法。防止焊接变形的基本原理:焊缝温度控制、发热变形控制、材料变形控制。制作对应预应力变形夹具,防卡斯特林耐磨钢板止工件受热后向内收缩、向外扩张的变形。可以加装降温装置和治具,工件外部如果可以加冷却水;自动缝焊(滚焊机)的冷却是这样的。电弧焊接薄高铬合金耐磨钢板可以在焊缝处加上比如铜板之类的材料,在高温焊接后可以有效快速降温从而达到抑制变形的目的。
江苏堆焊厂家 耐磨衬板 耐磨合金钢板
相关标签:
- 上一个:陶瓷耐磨板供应 堆焊耐磨板厂家
- 下一个:堆焊耐磨板特征
新闻资讯
-
2022-06-09 16:11:46
低性能耐磨钢板技术
-
2022-06-02 12:06:44
Mn13高锰耐磨钢板
-
2022-05-27 14:12:45
堆焊耐磨板特征
-
2022-05-19 10:39:13
高铬合金耐磨钢板焊接时不宜有哪些动作
-
2022-04-15 11:42:47
陶瓷耐磨板供应 堆焊耐磨板厂家
-
2020-06-04 09:16:13
钢材价格适时而变 因势而动